STANDARD DEVIATION
Standard deviation is represented by sigma σ (the greek letter sigma) “σ “ is the square root of Variance.
What is Variance ?
Let us presume that the number of apples in 5 different baskets are 100, 55, 115, 75 & 105. Therefore the average of these numbers will be (100+55+115+75+105) /5 = 450/5 = 90. Let us now calculate the difference between the apples in each basket to the average (100-90), (55-90), (115-90), (75-90),(105-90) = 10, -35, 25, -15, 15
To Calculate Variance – take each difference, Square it & calculate the average.
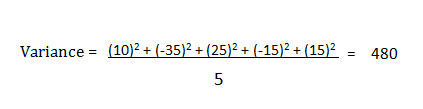
Standard Deviation “σ “ is square root of the Variance = √480 = 21.90890
Cp and Cpk
Cp & Cpk are used in the MANUFACTURING (Assembly) industry to determine the capability of the process & performance of the process They are used to ensure that a production process has met the specification limits defined for a particular process or products. Cp measures the process capability with respect to its specification using Upper Specification Limit (USL) and Lower Specification Limit (LSL).

What is Cpk?
Definition: Cpk is defined as Process Capability Index. Adjustment of Cp for the effect of non-centered distribution. Cpk measures how close you are to your target and how consistent you are to around your average performance.
Cpk measures two things: 1) how close the mean of the readings are to the center of the lower and upper spec limits (ideally, the mean of the readings must equal the center of the spec limits); and 2) how widely spread the readings are (ideally, the standard deviation of the readings should be zero). The higher the Cpk, the better is the capability of the process to meet its requirements.
In the industry, a Cpk of less than 1.66 needs a closer look. A Cpk that’s less than 1.33 needs some action to make it higher, and a Cpk of less than 1.0 means that the process is not capable of meeting its requirements.
A low Cpk means one of three things: the mean is far from the center of the specs, or the standard deviation of the readings is high (i.e., the readings are widely spread), or both conditions exist.
The Cpk of a process measures how centered the output of the process is between its lower and upper specification limits and how variable (and therefore how stable or non-stable) the output is.
In fact, the CPK is expressed as the ratio of how far the mean of the output data is from the closer spec limit (the centering of the process) to three times their standard deviation (the process variability).
If the mean of the process data is closer to the lower spec limit LSL and the standard deviation of the process data is “σ “ , then Cpk = (Mean-LSL) / (3 “σ “ ).
If the mean of the process data is closer to the upper spec limit USL, then Cpk = (USL-Mean) / (3 “σ “ ).
Acknowledgements : Various technical literature from “ world wide web”.